
Predictive Failure Analysis Can Improve Product Quality: The Reality – Part 2 of 2
Menu
I recently talked on predictive failure analysis at the PTC LiveWorx 2017 conference. There was a lot of audience interest, so I thought I’d share some of the things I discussed. This is the second of two posts on this subject.
In Part 1, I looked at the benefits of predictive failure analysis, along with a real world example using a typical home furnace. Now I’ll look at how you can move your product development process forward to take advantage of predictive failure analysis and, ultimately, improve your product quality? You may be surprised at how easily you can get game-changing benefits by making some design process changes and using proven technology…
Step 1: Switch from component-based design to function- or modular-based design
 Today, electronic hardware is typically designed by placing components on a schematic. Moving to a module or function-based design process has a number of benefits. Modular design alone enables reuse and faster design cycles. But combine modular design with a design data management (DDM) platform and the benefits expand to include ownership, history, version control, and where-used and user-defined data. It’s like supercharging it! If there is a problem with the module, a DDM system enables comprehensive problem resolution by identifying every product that uses it.
Today, electronic hardware is typically designed by placing components on a schematic. Moving to a module or function-based design process has a number of benefits. Modular design alone enables reuse and faster design cycles. But combine modular design with a design data management (DDM) platform and the benefits expand to include ownership, history, version control, and where-used and user-defined data. It’s like supercharging it! If there is a problem with the module, a DDM system enables comprehensive problem resolution by identifying every product that uses it.
Another key benefit is the notion of continuous improvement. The module owner can continually improve the quality (e.g. reliability, cost, manufacturability) and that change history is part of the module’s annotated data. The module’s annotated data also contains diagnostics that exercise the function and become part of the field diagnostics package. So if we stick with our example of the home furnace, it runs diagnostics on a module by module basis and reports back diagnostic codes that can identify the failures. Modular design is an emerging trend that should be considered with or without adoption of predictive failure analysis.
Step 2: Establish the IoT platform and the Cloud
This step goes beyond the scope of Zuken’s solutions and will require a partner. In this case, PTC offers an IoT Platform called ThingWorx®. The IoT platform provides the linkage between the device and the PLM system and, ultimately, to the design team via a design data management solution (e.g. DS-2).
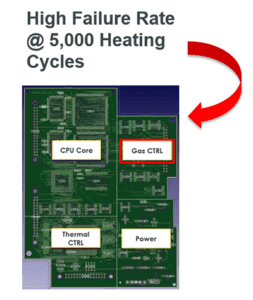
In this case, the furnace runs diagnostics on a periodic basis and reports back the results and environmental conditions to the IoT platform, which is the collection point for the connected devices. It collects the data and runs analytics to determine if we have a failure trend that can be identified. We’re considering a manufacturer monitoring 500,000 furnaces, so let’s say the furnace population diagnostics indicate the gas control module on the furnace appears to be failing regularly at 5,000 heating cycles or about 4-5 years of usage, but it is designed for 20,000 heating cycles. The IoT platform is connected to the PLM system and that information is attached to the design record for this furnace model. If you have a design data management system connected to your PLM system, that gas control module performance record can be attached directly to the design module as annotated data. The design team now has everything they need to improve the quality of the gas control module.
Step 3: Device to Cloud Connection
As in step 2, I’m going to reference one of our partners to provide the device connectivity to the IoT platform. PTC’s Kepware® provides the communication channel for managing and monitoring your connected device. The furnace simply uses the Kepware connection to log diagnostics and environmental conditions to the cloud.
This is possible now!
The exciting part is that we can now measure the product performance in the hands of a customer, not just in the lab. Predictive failure analysis is attainable today. The pieces exist. But it does require a change in your design process from component-based to module-based design, which should be considered on its own merit. The IoT pieces are available and proven. Remember, the connected device has already been implemented and utilizes “Apps” that we all commonly use. We are just applying the same connectivity for the purpose of field performance measurement.
The opportunity exists now to measure and improve your product quality.

-
Vice President of Marketing, Zuken USA, Inc.
Bob Potock is the vice president of marketing for Zuken USA and is passionate about Zuken's leadership role in Digital Engineering. Bob is developing new solutions to address today's growing product complexity that include expanding the partner ecosystem and the adoption of Digital Engineering methodologies. Bob lives in Colorado and enjoys hiking, fishing, golfing, and time in the mountains.

- Blog
January 02, 2025
Electronics Design with Reusable Circuit Block Libraries
cr-8000, Data management, Electronic, CR-8000, Data Management, DS-CR, Blog

- Blog
January 25, 2024
Understanding Engineering Data Management: A Comprehensive Guide
Data management, Electrical & Wire Harness, PCB Design, Data Management, DS-CR, DS-E3, ERP, PLM, Blog

- Blog
January 09, 2024
Top 10 Tech Tips of 2023
Tech-Tips, Tech Tip, Top 10 Tech Tips, Blog
- Blog
September 14, 2023
How Document Generation Transforms Engineering Data Management
Data management, e3-series, Electrical, Data Management, Document Generation, DS-E3, E3.series, EDM, Blog
Related Products and Resources
- Products
January 31, 2019
DS-CR EDA Library Master
Symbols, footprints and specifications for PCB design

- Products
November 16, 2018
Data Management
The traditional practice of mechanical, electrical and electronic engineers working in silos – then consolidating efforts late in the development process – is no longer viable for successful companies. Zuken offers a portfolio of scalable domain data management solutions for PCB and electrical/fluid design plus a range of solutions that integrate design and domain data management into the PLM and ERP world.
Read now
DS-2
- Products
October 17, 2018
CADSTAR PCB Design Layout Software

- Products
October 01, 2018
Electronic Library & Data Management
Zuken’s engineering data management platform DS-CR has been created to support the specific demands of PCB design data management. It combines multi-site library, design data and configuration management into a unified engineering environment.
Read now
PCB Design Data Management